

Fiberskarvning är huvudsakligen uppdelad i fyra steg: strippning, skärning, smältning och skydd:
Avisolering:avser strippningen av den optiska fiberkärnan i den optiska kabeln, som inkluderar det yttre plastskiktet, den mellersta ståltråden, det inre plastskiktet och färgskiktet på ytan av den optiska fibern.
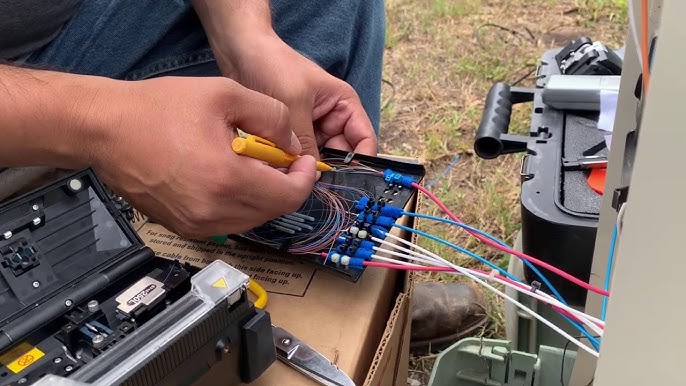
Skärande:Det hänvisar till att skära ändytan på den optiska fibern som har tagits bort och redo att smältas ihop med en "skärare".
Fusion:hänvisar till sammansmältningen av två optiska fibrer i en "fusionssplicer".
Skydd:Det hänvisar till att skydda den skarvade optiska fiberkontakten med ett "värmekrympbart rör":
1. Förberedelse av ändytan
Förberedelsen av fiberändytan inkluderar avskalning, rengöring och skärning. En kvalificerad fiberändyta är en nödvändig förutsättning för fusionsskarvning, och kvaliteten på ändytan påverkar direkt fusionsskarvningens kvalitet.
(1) Skalning av optisk fiberbeläggning
Bekant med den platta, stabila, snabba fiberstrippningsmetoden med tre tecken. "Ping" betyder att hålla fibern platt. Nyp den optiska fibern med tummen och pekfingret på vänster hand för att göra den horisontell. Den exponerade längden är 5 cm. Den återstående fibern böjs naturligt mellan ringfingret och lillfingret för att öka styrkan och förhindra halkning.
(2) Rengöring av bara fibrer
Observera om beläggningsskiktet på den avskalade delen av den optiska fibern är helt avskalad. Om det finns rester ska det tas bort igen. Om det finns en mycket liten mängd beläggningsskikt som inte är lätt att skala av, använd en bomullstuss doppad i en lämplig mängd alkohol och torka av det gradvis medan du doppar. En bit bomull bör bytas ut i tid efter att den använts 2-3 gånger, och olika delar och lager av bomull bör användas varje gång.
(3) Skärning av bar fiber
Val av fräs Det finns två sorters fräsar, manuella och elektriska. Den förstnämnda är lätt att använda och pålitlig i prestanda. Med förbättringen av operatörens nivå kan skäreffektiviteten och kvaliteten förbättras avsevärt, och den nakna fibern måste vara kortare, men skäraren har högre krav på omgivningstemperaturskillnaden. Den senare har högre skärkvalitet och lämpar sig för arbete under kalla förhållanden på fältet, men operationen är mer komplicerad, arbetshastigheten är konstant och den kala fibern måste vara längre. Det är tillrådligt för skickliga operatörer att använda manuella skärare för snabb skarvning av optisk kabel eller nödräddning vid rumstemperatur; tvärtom, nybörjare eller när du arbetar under kallare förhållanden på fältet, använd elektriska knivar direkt.
Rengör först och främst skäraren och justera knivens position. Kuttern ska placeras stabilt. Vid skärning ska rörelsen vara naturlig och stabil. Var inte tung eller orolig för att undvika trasiga fibrer, fasar, grader, sprickor och andra dåliga ändytor. Dessutom, rationellt fördela och använda sina egna högra fingrar för att få dem att överensstämma med och koordinera med de specifika delarna av fräsen, för att förbättra skärhastigheten och kvaliteten.
Se upp för föroreningar på ändytan. Den värmekrympbara hylsan bör sättas in före strippning, och det är strängt förbjudet att penetrera efter att ändytan förberetts. Tiden för rengöring, skärning och svetsning av nakna fibrer bör vara nära ansluten, och intervallet bör inte vara för långt, särskilt de förberedda ändytorna bör inte placeras i luften. Hantera försiktigt när du flyttar för att förhindra att du skaver mot andra föremål. Under skarvningen ska "V"-spåret, tryckplattan och bladet på fräsen rengöras i enlighet med miljön för att förhindra kontaminering av ändytan.
2. Fiberskarvning
(1) Val av svetsmaskin
Valet av fusionsskarvar bör utrustas med fusionsskarvutrustning med lämplig batterikapacitet och precision enligt kraven i det optiska kabelprojektet.
(2) Parameterinställning av svetsmaskin
Skarvningsförfarande Beroende på materialet och typen av optisk fiber innan skarvning, ställ in nyckelparametrarna såsom försmältning av huvudsmältström och tid, och mängden fibermatning.
Under svetsprocessen bör "V"-spåret, elektroden, objektivlinsen, svetskammaren etc. på svetsmaskinen rengöras i tid, och alla dåliga fenomen som bubblor, för tunna, för tjocka, virtuell smältning, separation, etc. bör observeras under svetsningen när som helst, och uppmärksamhet bör ägnas åt spårnings- och övervakningsresultaten av OTDR. Analysera orsakerna till ovanstående negativa fenomen i tid och vidta motsvarande förbättringsåtgärder.
3, skivfiber
Den vetenskapliga fiberlindningsmetoden kan göra den optiska fiberlayouten rimlig, den extra förlusten är liten, tål tidens tand och hård miljö och kan undvika fenomenet fiberbrott orsakat av extrudering.
(1) Diskfiberregler
Fibern lindas i enheter längs det lösa röret eller den optiska kabelns grenriktning. Den förra är tillämplig på alla skarvningsprojekt; den senare är endast tillämplig på änden av den optiska huvudkabeln och har en ingång och flera utgångar. De flesta av grenarna är små logaritmiska optiska kablar. Regeln är att rulla fibern en gång efter skarvning och värmekrympning av en eller flera fibrer i lösa rör, eller fibrer i en delad kabel. Fördelar: Det undviker förvirring av optiska fibrer mellan lösa rör av optiska fibrer eller mellan olika optiska grenkablar, vilket gör det rimligt i layout, lätt att rulla och demontera och lättare att underhålla i framtiden.
(2) Metoden för skivfiber
Först mitten och sedan båda sidorna, det vill säga först placera de värmekrympbara hylsorna i fixeringsspåret en efter en och bearbeta sedan de återstående fibrerna på båda sidor. Fördelar: Det är fördelaktigt att skydda fiberskarvarna och undvika eventuella skador orsakade av fiberspolen. Denna metod används ofta när utrymmet reserverat för den optiska fibern är litet och den optiska fibern inte är lätt att linda och fixera.